

Механик системийн үр ашиг, урт наслалтыг дээд зэргээр нэмэгдүүлэхийн тулд гинжин хэлхээний оосор сонгох нь хамгийн чухал юм. Үйл ажиллагааг тань шинэ түвшинд гаргах материал, хэмжээс, бүтэц, засвар үйлчилгээний чухал талуудыг авч үзье.
Материалын сонголтМеханик системийг оновчтой болгохын тулд гинжин арааны материалын сонголт маш чухал юм. Та арааны арааны шүд нь хангалттай холбоо барих ядралын бат бэх, элэгдэлд тэсвэртэй эсэхийг шалгах хэрэгтэй. Тийм ч учраас 45 ган гэх мэт өндөр чанартай нүүрстөрөгчийн ган нь ихэвчлэн хамгийн сайн сонголт байдаг. Эдгээр чухал хэрэглээний хувьд гүйцэтгэлийг сайжруулахын тулд 40Cr эсвэл 35SiMn зэрэг хайлшин ган руу шилжих талаар бодож үзээрэй.
Ихэнх араа шүдийг 40-60 HRC гадаргуугийн хатуулагтай болгохын тулд дулааны боловсруулалтанд оруулдаг бөгөөд энэ нь үйл ажиллагааны хүнд хэцүү нөхцөл байдлыг тэсвэрлэх чадварыг баталгаажуулдаг. Жижиг араа шүд нь том араа шүднүүдээсээ илүү олон удаа холбогддог бөгөөд илүү их цохилттой тулгардаг гэдгийг анхаарах нь чухал юм. Тиймээс жижиг араа шүдэнд ашигласан материал нь том араа шүдэнд ашигласан материалаас илүү сайн байх ёстой.
Цочролын ачааллыг тэсвэрлэх шаардлагатай одны оосорны хувьд бага нүүрстөрөгчийн ган нь маш сайн сонголт юм. Нөгөөтэйгүүр, цутгамал ган нь элэгдэлд ордог боловч хүчтэй цохилтын чичиргээнд өртдөггүй одны оосорны хувьд тохиромжтой. Хэрэв таны хэрэглээ өндөр бат бэх, элэгдэлд тэсвэртэй байхыг шаарддаг бол хайлшин ган нь хамгийн тохиромжтой сонголт юм.
Гинжин цоолборт зөв материалд хөрөнгө оруулах нь тэдгээрийн ашиглалтын хугацааг уртасгаад зогсохгүй механик системийн нийт үр ашгийг нэмэгдүүлдэг. Чанараас бүү буулт хий - ухаалгаар сонголт хийж, гүйцэтгэлээ хэрхэн сайжруулж байгааг хараарай!
Гол хэмжээсүүд ба бүтцийн сонголтууд
Ороомгийн гол хэмжээсийг ойлгох нь оновчтой гүйцэтгэлийн хувьд чухал юм. Гол хэмжээсүүдэд шүдний тоо, налуу тойргийн диаметр, гадна диаметр, үндэсний диаметр, налуу олон өнцөгтөөс дээш шүдний өндөр, шүдний өргөн орно. Налуу тойрог гэдэг нь гинжин тээглүүрийн төв байрладаг тойрог бөгөөд гинжин налуугаар тэнцүү хуваагддаг.Доор үзүүлсэнчлэн:
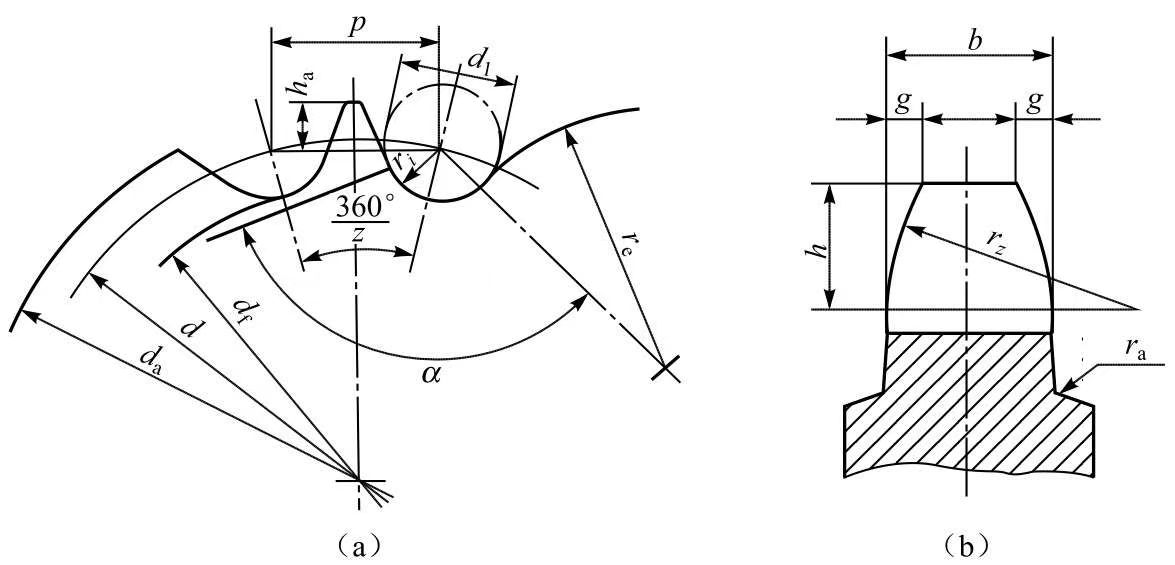
Цоохор ир нь цул, цоолсон, гагнасан, угсарсан төрөл зэрэг янз бүрийн бүтцийн хэлбэртэй байдаг. Хэмжээнээс хамааран та тохирох бүтцийг сонгож болно: жижиг диаметртэй цоохор ир нь цул байж болно, дунд диаметртэй цоохор ир нь ихэвчлэн цоолсон загварыг ашигладаг бөгөөд том диаметртэй цоохор ир нь ихэвчлэн шүдний цагираг болон голын хувьд өөр өөр материалыг нэгтгэж, гагнуур эсвэл боолтоор холбодог. Тодорхой жишээнүүдийг Goodwill's-ээс үзнэ үү.цоолбортой дугуйкаталогууд.
Шүдний дизайн: Үр ашгийн гол цөм
Цоохор ирвэсний шүдний тоо нь дамжуулалтын жигд байдал болон нийт ашиглалтын хугацаанд ихээхэн нөлөөлдөг. Хэт олон эсвэл хэт цөөн биш, тохирох тооны шүдийг сонгох нь чухал юм. Хэт олон шүд нь гинжний ашиглалтын хугацааг богиносгож болох бол хэт цөөн нь тэгш бус байдал, динамик ачааллыг нэмэгдүүлэхэд хүргэдэг. Эдгээр асуудлыг багасгахын тулд жижиг цоохор ирвэсний шүдний хамгийн бага тоог хязгаарлахыг зөвлөж байна, ихэвчлэн Zmin ≥ 9 гэж тохируулна. Жижиг цоохор ирвэсний шүдний тоог (Z1) гинжний хурд дээр үндэслэн сонгож болох бөгөөд дараа нь том цоохор ирвэсний шүдний тоог (Z2) дамжуулалтын харьцаа (Z2 = iZ) ашиглан тодорхойлж болно. Жигд элэгдлийн хувьд цоохор ирвэсний шүд нь ерөнхийдөө сондгой тоо байх ёстой.

Гинжин хөтчийн оновчтой зохион байгуулалт
Гинжин хөтлөгчний зохион байгуулалт нь эд ангиудтай адил чухал юм. Гинжин хөтлөгчний нийтлэг зохион байгуулалтыг доор харуулав.
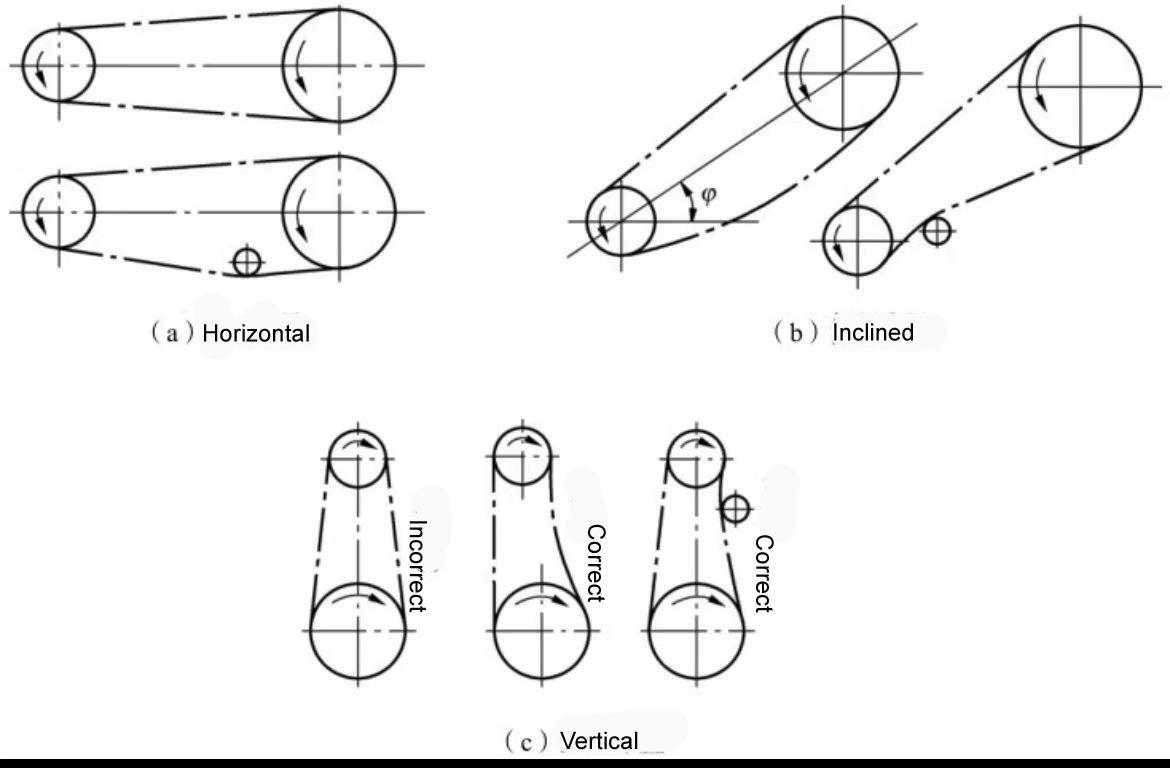
Хэвтээ байрлал: Гинжний тасралт болон хэвийн бус элэгдэлд орохоос сэргийлж хоёр одны эргэлдэх хавтгайг ижил босоо хавтгайд байрлуулж, тэнхлэгүүд нь зэрэгцээ байгаа эсэхийг шалгаарай.
Налуу байрлал: Доод арааны холбогч муу бэхлэгдэхээс зайлсхийхийн тулд хоёр арааны гол шугам болон хэвтээ шугамын хоорондох өнцгийг аль болох бага, хамгийн тохиромжтой нь 45°-аас бага байлгана.
Босоо байрлал: Хоёр одны гол шугамыг 90° өнцгөөр байрлуулахаас зайлсхий; үүний оронд дээд ба доод одны шугамыг нэг тал руу бага зэрэг хазайлгана.
Гинжний байрлал: Гинжний чанга талыг дээр нь, сул талыг доор байрлуулснаар хэт унжихаас сэргийлж, арааны шүдэнд саад учруулж болзошгүй.
Хамгийн сайн гүйцэтгэлийн төлөө чангалах
Гинжин хөтлөгчийг зөв чангалах нь хэт их уналтаас урьдчилан сэргийлэхэд чухал ач холбогдолтой бөгөөд энэ нь холболт муудах, чичиргээ үүсэхэд хүргэдэг. Хоёр цоолборын тэнхлэгийн хоорондох өнцөг 60°-аас хэтэрсэн үед ихэвчлэн чангалах төхөөрөмжийг ашигладаг.
Суналтын янз бүрийн аргууд байдаг бөгөөд хамгийн түгээмэл нь төвийн зайг тохируулах болон чангалах төхөөрөмж ашиглах явдал юм. Хэрэв төвийн зайг тохируулах боломжтой бол хүссэн чангалалтад хүрэхийн тулд үүнийг өөрчилж болно. Хэрэв үгүй бол чангалалтыг тохируулахын тулд чангалах дугуй нэмж болно. Энэ дугуйг жижиг цоолборын сул талын ойролцоо байрлуулах ёстой бөгөөд түүний диаметр нь жижиг цоолборын диаметртэй төстэй байх ёстой.
Тосолгооны ач холбогдол
Гинжин хөтлөгчийг оновчтой ажиллуулахын тулд, ялангуяа өндөр хурдтай болон хүнд даацын хэрэглээнд тослох нь чухал юм. Зөв тослох нь элэгдлийг мэдэгдэхүйц бууруулж, цохилтыг бууруулж, ачааллын даацыг нэмэгдүүлж, гинжин хэлхээний ашиглалтын хугацааг уртасгадаг. Тиймээс үр ашигтай ажиллагааг хангахын тулд тохирох тослох арга, тослох материалын төрлийг сонгох нь чухал юм.
Тосолгооны аргууд:
Гараар тогтмол тослох: Энэ арга нь гинжний сул талын дотор ба гадна холбоосын хавтангийн хоорондох зайд тос түрхэхийн тулд тосны лааз эсвэл сойз ашиглахыг хэлнэ. Энэ ажлыг ээлж тутамд нэг удаа хийхийг зөвлөж байна. Энэ арга нь v ≤ 4 м/с гинжний хурдтай чухал бус хөтлөлтүүдэд тохиромжтой.
Дусал тосны тэжээлийн тосолгооны систем: Энэ систем нь энгийн гаднах бүрхүүлтэй бөгөөд тосыг тосны аяга болон хоолойгоор дамжуулан сул талын дотор болон гадна холбоосын хавтангийн хоорондох зайд дусаадаг. Нэг эгнээтэй гинжний хувьд тосны хангамжийн хурд нь ихэвчлэн минутанд 5-20 дусал байдаг бөгөөд хамгийн их утгыг өндөр хурдтай үед ашигладаг. Энэ арга нь v ≤ 10 м/с гинжин хурдтай хөтчүүдэд тохиромжтой.
Тосны банн тослох: Энэ аргаар гоожихгүй гаднах бүрхүүл нь гинжийг битүүмжилсэн тосны саваар нэвтрүүлэх боломжийг олгодог. Хэт их дүрэх нь хутгалтаас болж тосны алдагдалд хүргэж, тос хэт халж, муудахад хүргэж болзошгүй тул гинжийг хэт гүн живүүлэхээс болгоомжлох хэрэгтэй. Ерөнхийдөө 6-12 мм-ийн гүнд дүрэхийг зөвлөдөг бөгөөд энэ аргыг v = 6-12 м/с гинжин хурдтай хөтлөгчдөд тохиромжтой болгодог.
Цацрагийн тосны тэжээлийн тосолгооны арга: Энэ арга нь цацрагийн хавтангаар тосыг цацдаг битүүмжилсэн савыг ашигладаг. Дараа нь тосыг хайрцаг дээрх тос цуглуулах төхөөрөмжөөр дамжуулан гинж рүү чиглүүлдэг. Цацрагийн хавтангийн дүрэх гүнийг 12-15 мм-д байлгаж, цацрагийн хавтангийн хурдыг үр дүнтэй тослохын тулд 3 м/с-ээс хэтрүүлэх ёстой.
Даралтаар тослох: Энэхүү дэвшилтэт аргаар тосыг гинжин хэлхээнд тосны шахуурга ашиглан шүршиж, хошууг гинж холбогдсон цэг дээр стратегийн байдлаар байрлуулдаг. Эргэлтийн тос нь зөвхөн тослохоос гадна хөргөлтийн нөлөө үзүүлдэг. Хошуу бүрийн тосны хангамжийг холбогдох гарын авлагыг лавлаж гинжин хэлхээний алхам болон хурд дээр үндэслэн тодорхойлж болох бөгөөд энэ аргыг v ≥ 8 м/с гинжин хурдтай өндөр хүчин чадалтай хөтлөгчдөд тохиромжтой болгодог.
Механик системдээ оновчтой гүйцэтгэл, үр ашгийг хангахын тулд гинжин арааны оосор сонгох, засвар үйлчилгээ хийх чухал талыг ойлгох нь чухал юм. Машин механизмынхаа амжилтыг санамсаргүйд бүү даатга - удаан хугацааны үр дүнд хүргэх мэдээлэлтэй шийдвэр гаргаарай!
Зөв материал, хэмжээс, засвар үйлчилгээний стратеги сонгох нь үйл ажиллагаагаа жигд, үр ашигтай явуулахын гол түлхүүр юм. Эдгээр хүчин зүйлсийг эрэмбэлснээр та тоног төхөөрөмжийнхөө удаан эдэлгээ, найдвартай байдлыг нэмэгдүүлэх боломжтой.
Хэрэв танд sprocket-ийн талаар асуулт байвал эсвэл мэргэжлийн зөвлөгөө авах шаардлагатай бол бидэнтэй холбоо барина уу.export@cd-goodwill.comМанай тусгай баг таны спрокеттэй холбоотой бүх хэрэгцээнд туслахад бэлэн байна!
Нийтэлсэн цаг: 2024 оны 11-р сарын 21



